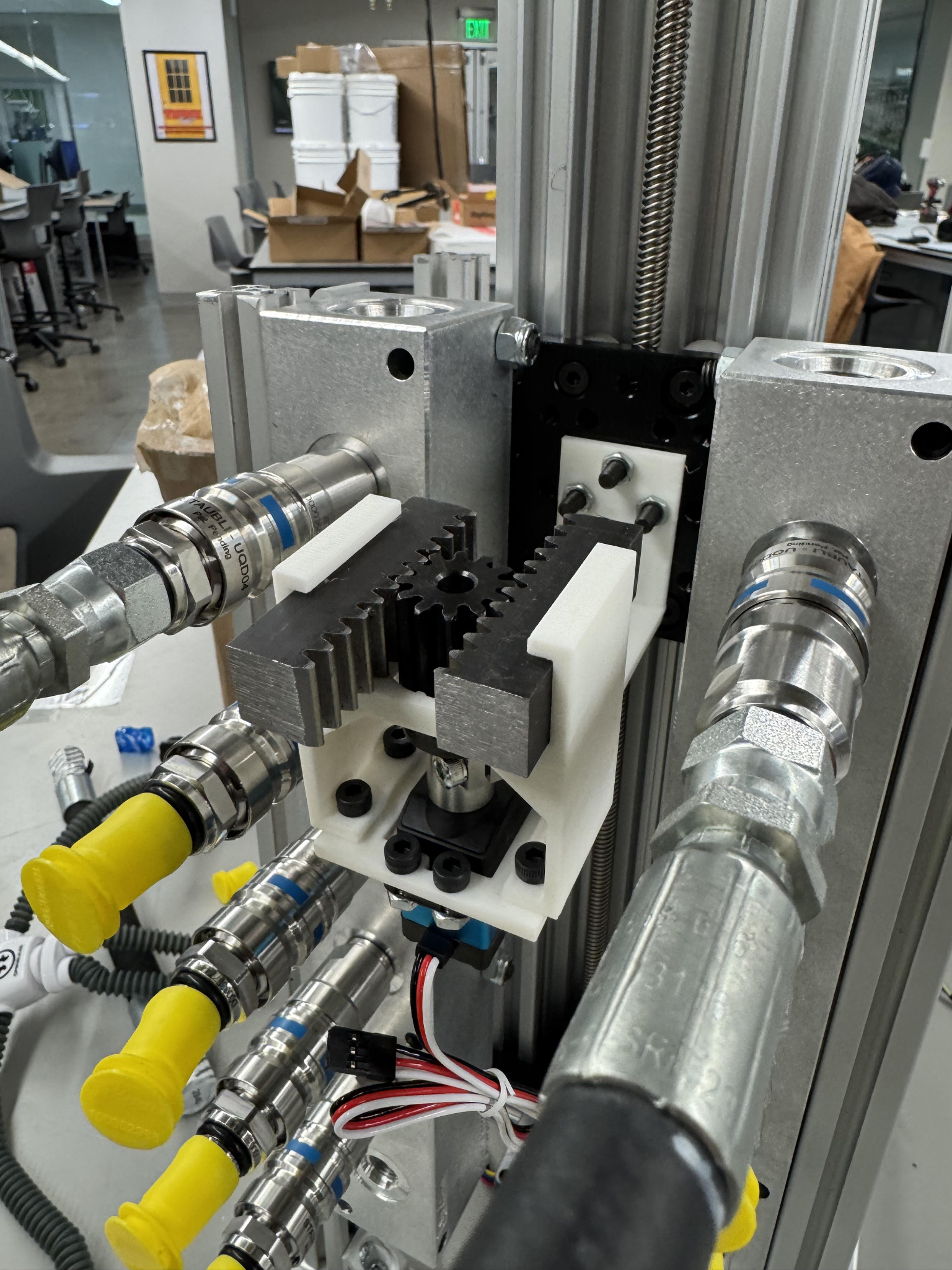
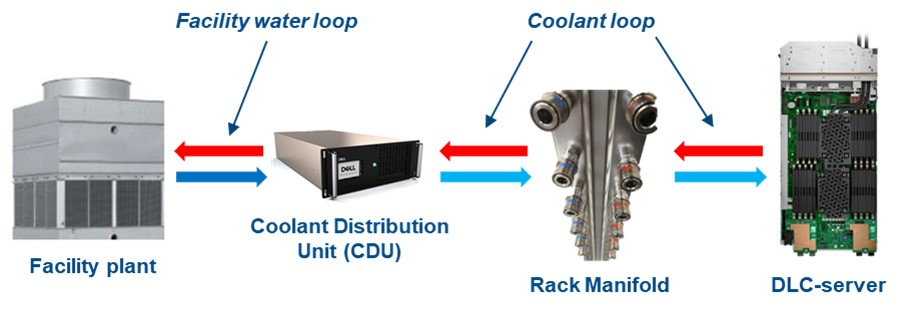
AI workloads pushed Dell’s thermal envelope past what air cooling could handle. Direct Liquid Cooling (DLC) replaced the fans with a closed loop—cold plates on every CPU and GPU, manifolds running coolant from a CDU into each rack, and a few hundred quick-disconnect (QD) fittings holding it all together.
Coolant is the new failure surface. One weeping fitting can drip onto a power supply two rack-units below and take an entire aisle offline. Dell’s existing leak-detection layer sees this fast—but the only response it has is a full-rack shutdown. A blunt tool for what is usually a node-level problem.
The cost of a single 42U rack going dark is roughly $80,000 every four hours, or about $480,000 per day—not counting the GPUs themselves, the SLA penalties, or the customer phone calls. Insurance covers the hardware. It does not cover the schedule.
▪ Solution-neutral problem statement, agreed with sponsor, Sept 2024